
Жабдууларды башкаруу бөлүмү, Sinopec Yizheng Chemical Fiber Co., Ltd. 211900
Реферат: Бул макалада чоң турбо кеңейтүүчү агрегаттардын анормалдуу себептерин талдап, көйгөйлөрдү чечүү үчүн бир катар чараларды сунуштайт жана тобокелдик пункттарын жана эксплуатациянын алдын алуу чараларын түшүнөт.Лактарды кетирүү технологиясын колдонуу аркылуу мүмкүн болгон жашыруун коркунучтар жок кылынат жана агрегаттын ички коопсуздугу камсыз кылынат.
1. обзор
Yizheng Chemical Fiber Co., Ltd компаниясынын 60 т/а PTA заводунун аба компрессордук агрегаты Германиядан келген MAN Turbo жабдуулары менен жабдылган.Агрегат үчөө бирден болуп саналат, мында аба компрессордук агрегаты көп валдуу беш баскычтуу турбиналык агрегат болуп саналат, конденсациялык буу турбинасы аба компрессорунун негизги кыймылдаткычы катары колдонулат, ал эми турбо кеңейтүүчү аба компрессордук бирдиги катары колдонулат.Көмөкчү кыймылдаткыч машина.Турбоэкспандер жогорку жана төмөнкү эки баскычтуу кеңейүүнү кабыл алат, ар биринин соруу порту жана чыгаруу порту бар, ал эми дөңгөлөк үч тараптуу дөңгөлөктү кабыл алат (1-сүрөттү караңыз)
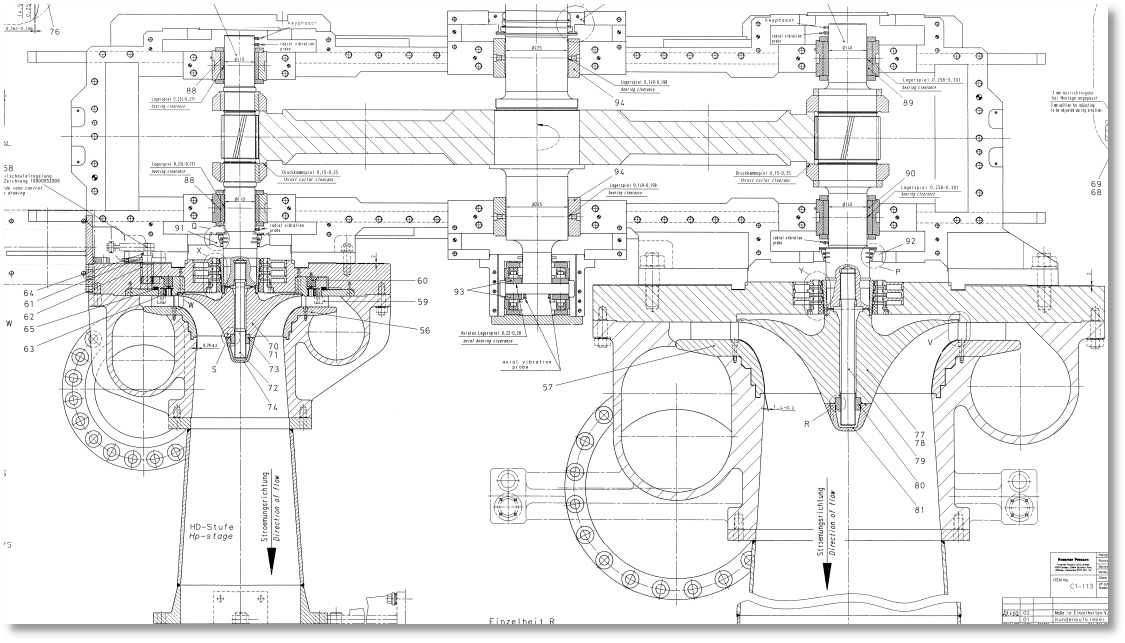
Сүрөт 1 Кеңейтүү блогунун секциялык көрүнүшү (солдо: жогорку басым тарабы; оңдо: төмөнкү басым жагы)
Турбо кеңейтүүчүнүн негизги иштөө параметрлери төмөнкүлөр:
Жогорку басымдын каптал ылдамдыгы 16583 р / мин, ал эми төмөнкү басымдуу тарап ылдамдыгы 9045 р / мин;экспандердин номиналдык жалпы кубаттуулугу 7990 КВт, ал эми чыгымы 12700-150450-кг/саат;кириш басымы 1.3Mpa, ал эми чыгаруу басымы 0.003Mpa болуп саналат.жогорку басым жагындагы кабыл алуу температурасы 175 ° C, жана чыгаруу температурасы 80 ° C болуп саналат;төмөнкү басымдуу тараптын кабыл алуу температурасы 175 ° C, жана чыгаруу температурасы 45 ° C;кыйшаюучу аянтчалардын жыйындысы жогорку басымдагы жана төмөнкү басымдагы каптал тиштүү валдардын эки учунда колдонулат. Подшипниктер, ар бири 5 төшөлгөн, мунай куюучу түтүк эки жол менен майга кире алат, ал эми ар бир подшипникте бирден май куюучу тешик бар. 15 мунай инжектордук саптамалардын 3 тобу, мунай кирүүчү түтүктүн диаметри 1,8 мм, подшипник үчүн 9 мунай кайтаруу тешиктери бар жана кадимки шарттарда 5 порт жана 4 блок колдонулат.Бул үч-бир агрегат майлоочу май станциясынан борборлоштурулган май менен камсыз кылуунун аргасыз майлоо ыкмасын кабыл алат.
2. Экипаж менен болгон көйгөйлөр
2018-жылы VOC эмиссиясынын талаптарын канааттандыруу үчүн, кычкылдануу реакторунун куйрук газын тазалоо үчүн жаңы VOC бирдиги кошулду жана тазаланган куйрук газ дагы эле кеңейтүүчүгө куюлган.Баштапкы куйрук газындагы бром тузу жогорку температурада кычкылдангандыктан, бромид иондору бар.Куйрук газы кеңейип, экспандерде иштегенде бром иондорунун конденсацияланышына жана бөлүнүшүнө жол бербөө үчүн, ал экспандерде жана андан кийинки жабдууларда дат басууну пайда кылат.Ошондуктан, кеңейтүү бирдигин көбөйтүү зарыл.Алуучу температура жана жогорку басымдын жана төмөнкү басым тарабынын чыгуу температурасы (1-таблицаны караңыз).
1-таблица Экспандердин киришиндеги жана чыгышындагы VOC трансформациясына чейинки жана андан кийинки иштөө температураларынын тизмеси
| ЖОК. | Параметрди өзгөртүү | Мурункулардын трансформациясы | Трансформациядан кийин |
| 1 | Жогорку басым жагындагы кабыл алуу абасынын температурасы | 175 °C | 190 °C |
| 2 | Жогорку басым каптал чыгаруу температурасы | 80 ℃ | 85 °C |
| 3 | Төмөн басым жагы кабыл алынган абанын температурасы | 175 °C | 195 °C |
| 4 | Төмөн басым жагындагы газдын температурасы | 45 °C | 65 °C |
VOC трансформациясына чейин, төмөнкү басымдын аягында дөңгөлөктүү эмес каптал подшипниктин температурасы болжол менен 80 ° C боюнча туруктуу болгон (бул жерде подшипниктин сигнализация температурасы 110 ° C, ал эми жогорку температура 120 ° C).VOC трансформациясы 2019-жылдын 6-январында башталгандан кийин, экспандердин төмөнкү басымынын учундагы дөңгөлөктүү эмес каптал подшипниктин температурасы жай көтөрүлүп, эң жогорку температура 120°C билдирилген эң жогорку температурага жакын болду, бирок термелүү параметрлери бул мезгилде олуттуу өзгөргөн жок (2-сүрөттү караңыз).

2-сүрөт экспандер агымынын ылдамдыгынын диаграммасы жана кыймылдаткыч эмес валдын термелүүсү жана температурасы
1 – агым сызыгы 2 – кыймылдаткыч эмес акыркы сызык 3 – кыймылдаткыч эмес валдын титирөө сызыгы
3. Себептерди талдоо жана дарылоо ыкмасы
Буу турбинасынын подшипниктеринин температуралык өзгөрүү тенденциясын текшерип, талдап чыккандан кийин, инструменттердин жеринде дисплейдеги көйгөйлөрүн, процесстин термелүүсүн, буу турбинасы щеткасынын эскиришинин статикалык өткөрүлүшүн, жабдуулардын ылдамдыгынын өзгөрүшүн жана тетиктердин сапатын, подшипниктин температурасынын өзгөрүшүнүн негизги себептери. төмөнкүлөр:
3.1 Кеңейтүүчүнүн төмөнкү басымынын учунда дөңгөлөктүү эмес каптал подшипниктин температурасынын жогорулашынын себептери
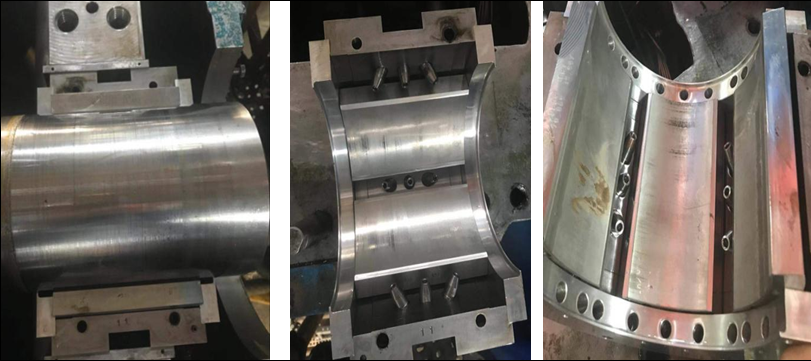
3.1.1 Демонтаждоону текшерүү подшипник менен валдын ортосундагы аралык жана тиштүү тиштердин торчолуу боштугу нормалдуу экендигин аныктады.Кеңейтүүчүнүн төмөнкү басымынын учунда (3-сүрөттү караңыз) дөңгөлөктүү эмес капталдагы подшипник бетиндеги шектүү лактан тышкары, башка подшипниктерде эч кандай аномалия табылган жок.

3-сүрөт Экспандердин кыймылдаткычы жок акыркы подшипниктин жана кинематикалык жуптун физикалык сүрөтү
3.1.2 Майлоочу май бир жылдан аз убакытка алмаштырылгандыктан, майдын сапаты айдоо алдында сыноодон өткөн.Күмөндөрдү жоюу үчүн компания майлоочу майды профессионалдуу компанияга сыноо жана анализдөө үчүн жөнөткөн.Кесиптик компания подшипник бетиндеги тиркеме эрте лак экенин ырастайт, MPC (лакка жакындык индекси) (4-сүрөттү караңыз)
4-сүрөт Мунайга мониторинг жүргүзүү технологиясын талдоо отчету мунайга мониторинг профессионалдуу технология тарабынан берилген
3.1.3 Экспандерде колдонулган майлоочу май Shell Turbo №46 турбиналык май (минералдык май).Минералдык май жогорку температурада болгондо, майлоочу май кычкылданат да, кычкылдануу продуктулары подшипник бадалдын бетине чогулуп, лак пайда болот.Минералдык майлоочу май негизинен углеводороддук заттардан турат, алар бөлмө температурасында жана төмөнкү температурада салыштырмалуу туруктуу.Бирок, кээ бир (өтө аз сандагы) углеводороддун молекулалары жогорку температурада кычкылдануу реакцияларына дуушар болушса, башка углеводороддун молекулалары да чынжырлуу реакцияларга дуушар болушат, бул углеводороддун чынжыр реакцияларына мүнөздүү.
3.1.4 Жабдуулардын техниктери жабдуулардын корпусунун таянычын, кирүүчү жана чыгуучу түтүктөрдүн муздак чыңалуусун, мунай системасынын агып кетүүсүн аныктоону жана температуралык зонддун бүтүндүгүн текшерүүнү жүргүзүштү.Ал эми экспандердин төмөнкү басымдуу жагындагы подшипниктердин топтомун алмаштырды, бирок бир ай айдагандан кийин, температура дагы эле 110 ℃ жетти, андан кийин титирөө жана температурада чоң өзгөрүүлөр болду.Реконструкцияга чейинки шарттарга жакындоо үчүн бир нече оңдоолор киргизилди, бирок дээрлик эч кандай таасири жок (5-сүрөттү караңыз).

5-сүрөт 13-февралдан 29-мартка чейинки тиешелүү көрсөткүчтөрдүн тренд диаграммасы
MAN Turbo өндүрүүчүсү, экспандердин учурдагы иштөө шарттарында, эгерде кирүүчү абанын көлөмү 120 т/саатка туруктуу болсо, чыгаруу кубаттуулугу 8000 кВт болуп саналат, бул нормалдуу иштөө шарттарында баштапкы дизайн чыгаруу кубаттуулугуна салыштырмалуу 7990 кВт;аба көлөмү 1 30 т/саат болгондо, чыгаруу күчү 8680kw болуп саналат;кирүүчү аба көлөмү 1 46 т/саат болсо, чыгаруу кубаттуулугу 9660kw болуп саналат.Төмөнкү басым тарабында аткарылган жумуш экспандердин үчтөн эки бөлүгүн түзгөндүктөн, экспандердин төмөнкү басымдуу тарабы ашыкча жүктөлүшү мүмкүн.Температура 110 °C ашканда, титирөөнүн мааниси кескин өзгөрөт, бул валдын жана подшипниктин бадалынын бетинде жаңы пайда болгон лак бул мезгилде чийилгенин көрсөтөт (6-сүрөттү караңыз).
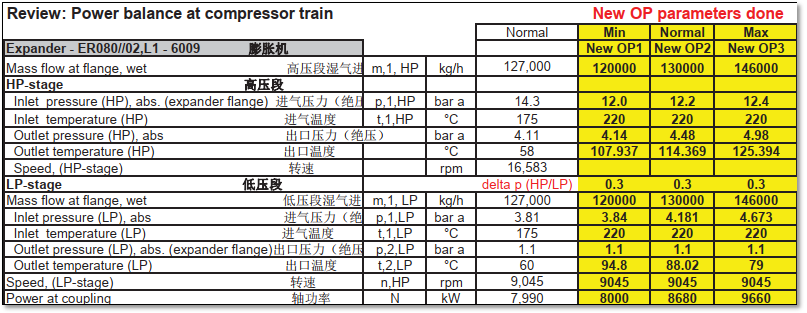
Сүрөт 6 Кеңейтүү блогунун кубаттуулук балансынын таблицасы
3.2Бар проблемалардын механизмин талдоо
3.2.1 7-сүрөттө көрсөтүлгөндөй, плиткалык блоктун таяныч пунктунун бир аз термелүү багыты менен координаттар системасындагы горизонталдык координат сызыгынын ортосундагы камтылган бурч β , плиткалык блоктун термелүү бурчу φ экенин көрүүгө болот. , жана 5 плиткадан турган жантайтуучу подшипник системасы, плитка Плитка май пленкасынын басымына дуушар болгондо, төшөктүн таяныч пункту абсолюттук катуу дене болбогондуктан, кысуу деформациясынан кийин төшөктүн таяныч пунктунун абалы болот таяныч пунктунун катуулугуна байланыштуу геометриялык алдын ала жүктөө багыты боюнча бир аз жылышууну жаратат, ошону менен подшипниктин боштугун жана мунай пленкасынын калыңдыгын өзгөртөт [1] .
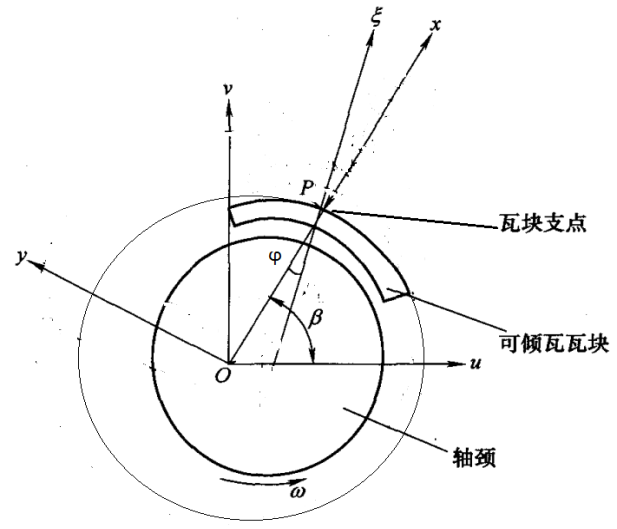
Fig.7 Жантайтуучу подшипниктин бир аянтчасынын координаталык системасы
3.2.2 1-сүрөттөн көрүнүп тургандай, ротор консоль нурлуу түзүлүш, ал эми дөңгөлөк негизги жумуш бөлүгү болуп саналат.Дөңгөлөк тарап кыймылдаткыч тарап болгондуктан, газ жумуш аткаруу үчүн кеңейгенде, дөңгөлөк тараптагы айлануучу вал газ демпфингинин таасиринен подшипник бадалында идеалдуу абалда болот жана май боштугу нормалдуу бойдон калат.Чоң жана кичине тиштүү механизмдердин ортосундагы моментти торлоо жана өткөрүү процессинде, таяныч пункту катары, дөңгөлөктүү эмес капталдагы валдын радиалдык эркин кыймылы ашыкча жүктөө шарттарында чектелет жана анын майлоочу пленканын басымы башкаларына караганда жогору болот. подшипниктер, бул жерди майлоочу пленканын катуулугу жогорулайт, мунай пленкасынын жаңылануу ылдамдыгы төмөндөйт, ал эми сүрүлүүчү жылуулук көбөйөт, натыйжада лак пайда болот.
3.2.3 Мунайдагы лак негизинен үч формада өндүрүлөт: мунайдын кычкылдануусу, майдын “микро күйүү” жана жергиликтүү жогорку температурадагы разряд.Лак майдын "микро күйүү" менен шартталган болушу керек.Механизм төмөнкүчө: майлоочу майда белгилүү бир өлчөмдө аба (жалпысынан 8% дан аз) эрийт.Эригичтик чегинен ашып кеткенде, мунайга кирген аба мунайда асма көбүкчөлөр түрүндө болот.Подшипникке киргенден кийин, жогорку басым бул көбүкчөлөрдүн тез адиабаттык кысуусуна алып келет, ал эми суюктуктун температурасы тез көтөрүлүп, мунайдын адиабаттык “микро күйүүсүн” пайда кылат, натыйжада өтө кичинекей өлчөмдөгү эрибеген заттар пайда болот.Бул эрибеген заттар полярдуу жана лактарды пайда кылуу үчүн металлдын беттерине жабышып калышат.Канчалык басым чоң болсо, эрибеген заттын эригичтиги ошончолук төмөн болот, лак пайда кылуу үчүн чөктүрүшү жана тунушу ошончолук жеңил болот.
3.2.4 Лактын пайда болушу менен май пленкасынын калыңдыгы бош эмес абалында лак ээлейт жана ошол эле учурда мунай пленкасынын жаңылануу ылдамдыгы төмөндөйт, ал эми температура акырындык менен жогорулайт, бул жогорулайт. подшипник бадалынын бети менен валдын ортосундагы сүрүлүү жана чөктүрүлгөн лак жылуулуктун начар таралышын жана майдын температурасынын жогорулашына алып келет.Акырында журнал лакка сүртүлөт, бул валдын термелүүсүндөгү катуу термелүүлөрдөн көрүнүп турат.
3.2.5 Майлоочу май системасында лак болгондо, майлоочу майдын ЧДК мааниси жогору болбосо да, майлоочу майдын эрүү жөндөмдүүлүгү чектелүү болгондуктан, майдагы лак бөлүкчөлөрүнүн эриши жана чөгүшү чектелет. лак бөлүкчөлөрү.Бул динамикалык баланс системасы.Ал каныккан абалга жеткенде, лак подшипникке же подшипникке илинип калат, бул подшипниктин температурасынын өзгөрүшүнө алып келет, бул коопсуз иштөөгө таасир этүүчү негизги жашыруун коркунуч.Бирок ал подшипникке жабышкандыктан, бул подшипниктин температурасынын жогорулашынын себептеринин бири.
4 Чаралар жана каршы чаралар
Подшипниктеги лактардын топтолушун алып салуу агрегаттын подшипниктеринин башкарылуучу температурада иштешин камсыздай алат.Лак тазалоочу жабдуулардын көптөгөн өндүрүүчүлөрү менен изилдөө жана байланыш аркылуу биз WVD-II электростатикалык адсорбция + чайыр адсорбциясын өндүрүү үчүн жакшы колдонуу эффектиси жана рыноктук репутацияга ээ Kunshan Winsonda компаниясын тандап алдык, ал боёкту жок кылуу үчүн татаал лак кетирүүчү жабдуулар.мембрана.
WVD-II сериясындагы мунай тазалагычтар электростатикалык адсорбциялык тазалоо технологиясын жана ион алмашуу технологиясын эффективдүү айкалыштырат, чайырдын адсорбциясы аркылуу эриген лактарды чечет жана электростатикалык адсорбция аркылуу чөккөн лактарды чечет.Бул технология ылайдын мазмунун кыска убакыттын ичинде минималдаштырууга мүмкүндүк берет, бир нече күндүн кыска мөөнөтүнүн ичинде көп сандагы лай/лак камтыган оригиналдуу майлоо системасы эң жакшы иштөө абалына келтирилет, ал эми ылайдын жай өсүшү көйгөйү. лак менен шартталган подшипниктин температурасын чечүүгө болот.Бул буу турбинанын нормалдуу иштеши учурунда пайда болгон эрүүчү жана эрибеген мунай ылайларын натыйжалуу алып салууга жана алдын алууга болот.
Анын негизги принциптери төмөнкүлөр:
4.1 Эриген лактарды кетирүү үчүн ион алмаштыруучу чайыр
Ион алмаштыруучу чайыр негизинен эки бөлүктөн турат: полимердик скелет жана ион алмашуу тобу.Адсорбция принциби 8-сүрөттө көрсөтүлгөн,
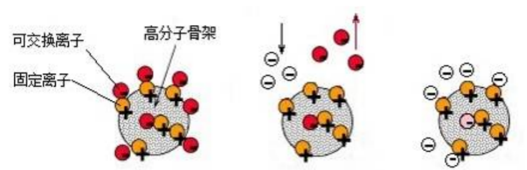
Сүрөт 8 Иондук өз ара аракеттенүү чайырынын адсорбциясынын принциби
Алмашуу тобу туруктуу жана кыймылдуу бөлүккө бөлүнөт.Туруктуу бөлүк полимердик матрицага байланып, эркин кыймылдай албай, туруктуу ионго айланат;кыймылдуу бөлүк жана кыймылсыз бөлүк иондук байланыштар менен биригип алмашуучу ионго айланат.Туруктуу иондор жана кыймылдуу иондор карама-каршы зарядга ээ.Подшипник бадалында кыймылдуу бөлүк эркин кыймылдаган иондорго ажырайт, алар ошол эле зарядга ээ болгон башка бузулуу продуктулары менен алмашат, ошондуктан алар туруктуу иондор менен биригип, алмашуу базасына бекем адсорбцияланат.Группада ал мунай, эриген лак менен ион алмашуучу чайырдын адсорбциясы менен алынып салынат.
4.2 Электростатикалык адсорбциялык технология асма лактарды алып салуу
Электростатикалык adsorption технологиясы, негизинен, тиешелүүлүгүнө жараша оң жана терс заряддарды көрсөтүү үчүн мунай булганган бөлүкчөлөрдү поляризациялоо үчүн жогорку чыңалуудагы электростатикалык талааны түзүү үчүн жогорку вольттуу генератор колдонот.Нейтралдуу бөлүкчөлөр заряддуу бөлүкчөлөр тарабынан кысылып, жылдырылат, акырында бардык бөлүкчөлөр адсорбцияланып, коллекторго бекитилет (9-сүрөттү караңыз).
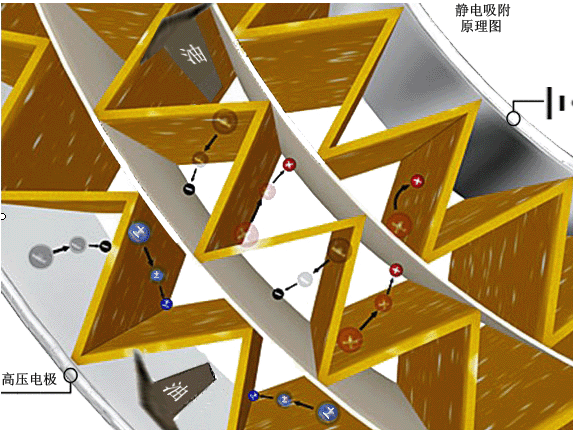
Сүрөт 8 Электростатикалык адсорбциялык технологиянын принциби
Электростатикалык майды тазалоо технологиясы бардык эрибеген булгоочу заттарды, анын ичинде мунайдын бузулушунан пайда болгон бөлүкчөлөрдүн аралашмаларын жана токтотулган лактарды жок кыла алат.Бирок, салттуу чыпка элементтери чоң бөлүкчөлөрдү тиешелүү тактык менен гана алып салышы мүмкүн жана субмикронду алып салуу кыйын. даражадагы токтотулган лак.
Бул система подшипникке төккөн жана чөккөн лактарды толугу менен чече алат, ошону менен подшипниктин температурасынын жана лактан пайда болгон титирөөнүн өзгөрүшүнүн таасирин толугу менен чечип, агрегат узак убакыт бою туруктуу иштей алат.
5 Корутунду
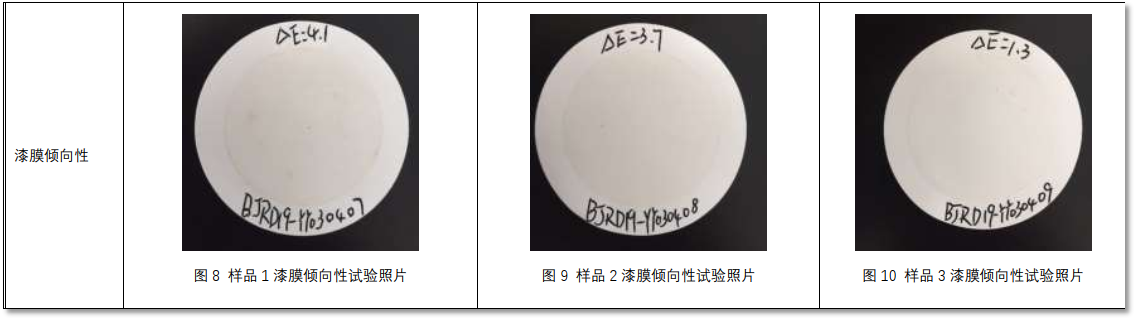
WSD WVD-II лак кетирүүчү агрегат ишке киргизилди, эки жылдык байкоонун натыйжасында подшипниктин температурасы ар дайым 90°C тегерегинде сакталып, агрегат кадимки режимде калды.Лак пленкасы табылган (10-сүрөттү караңыз).
лак алып салуу орнотуу кийин подшипник демонтаждоо физикалык сүрөтү
жабдуулар
шилтемелер:
[1] Лю Сионг, Сяо Чжунхуй, Ян Чжиёң жана Чен Чжужие.Айлануучу ийкемдүү жана демпфирлөөчү ийилүүчү подшипниктердин динамикалык мүнөздөмөлөрү боюнча сандык симуляция жана эксперименталдык изилдөө [J].Механикалык инженерия кытай журналы, October 2014, 50 (19): 88.
Посттун убактысы: 2022-жылдын 13-декабрына чейин